Introduction
Manual sorting has long been one of the most labour-intensive stages in cashew processing. Separating kernels, shells, and unprocessed nuts by hand not only slows production but also increases labour costs and inconsistency. This is why more processors are now investing in a cashew nut and kernel separator to automate the process and improve efficiency.
In modern processing plants, automation is no longer a luxury—it is a necessity for maintaining export-quality standards and competitive production costs. According to www.parivartankajuhouse.comcashew processing equipment manufacturers, integrated automation systems significantly improve throughput and product consistency across the processing line.
What Is a Cashew Nut and Kernel Separator?
A cashew nut and kernel separator is a specialised machine designed to separate kernels from shells, uncracked nuts, and lightweight impurities after shelling.
Depending on the production scale, processors may use:
- automatic cashew nut and kernel separator for processing plants
- industrial cashew kernel separating machine
- vibrating cashew nut and kernel separator system
These machines typically combine vibration, airflow, gravity separation, or screening technology to achieve accurate sorting with minimal kernel damage.
👉 The result is simple: faster processing with far less manual labour.
Why Processors Are Moving Away from Manual Sorting
1. Labour Costs Continue to Rise
Manual separation requires large teams of workers to continuously inspect and sort kernels. This creates:
- High operational costs
- Slower production speed
- Inconsistent quality standards
A cashew nut and kernel separator automates this process, allowing plants to process larger volumes with fewer operators.
2. Improved Processing Efficiency
Modern shelling lines produce high output volumes, making manual sorting a bottleneck.
According to shelling equipment specifications, automatic systems can process multiple nuts simultaneously while maintaining high shell opening rates and reduced breakage . However, without automated separation, much of this efficiency is lost downstream.
Using a high-efficiency cashew nut and kernel separator for shelling lines helps maintain continuous workflow and stable production.
3. Better Product Quality
Automated separation systems improve consistency by accurately removing:
- Shell fragments
- Unopened nuts
- Broken kernels
- Foreign particles
This ensures cleaner, export-ready products and reduces contamination risks.
How a Cashew Nut and Kernel Separator Works
A commercial cashew nut and kernel separator generally operates through multiple stages:
- Material enters the vibrating or airflow chamber
- Shells and lightweight materials are separated using suction or vibration
- Whole kernels and broken kernels move through grading screens
- Unopened nuts are redirected for reprocessing
This automated cycle significantly improves plant productivity compared to manual methods.
Industry Case Study: Automation Improves Productivity
Across Africa, processors are modernising their facilities to compete globally.
A report shared by cashewplus.com showed that upgrading processing equipment helped a Nigerian facility increase operational output by up to 50% .
Part of this success came from reducing inefficient manual operations and improving processing flow with modern automation systems.
👉 The message from the industry is clear: automation increases profitability.
Integration with Modern Cashew Processing Lines
A cashew nut and kernel separator for industrial processing lines is usually installed immediately after shelling equipment.
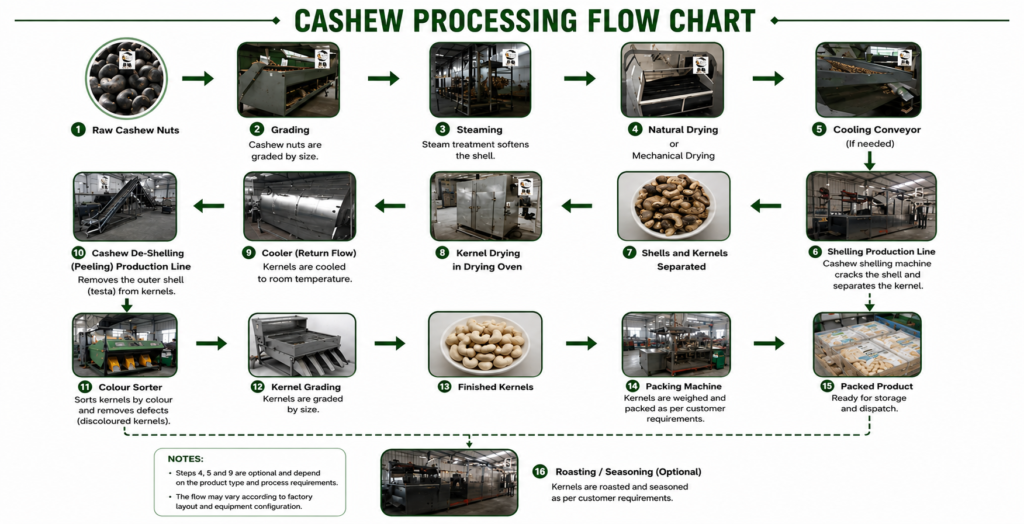
A standard workflow includes:
- Washing and cleaning
- Grading
- Steam cooking or softening
- Shelling
- Separation and sorting
- Peeling and final grading
Pre-processing systems already improve cleanliness and reduce wear on downstream equipment . Automated separation continues this efficiency by streamlining post-shelling operations.
Key Benefits of Automated Separation Systems
Reduced Manual Labour
Processors can reduce workforce requirements while improving consistency.
Higher Throughput
A fully automatic cashew nut and kernel separator machine keeps the production line moving continuously.
Lower Kernel Damage
Precision separation minimises unnecessary handling and breakage.
Improved Hygiene
Less manual contact helps processors maintain food safety standards.
Better ROI
Higher productivity and lower labour costs improve long-term profitability.
Features to Look For in a Cashew Separator
When selecting a cashew nut and kernel separator, consider machines with:
- Adjustable vibration systems
- Airflow separation technology
- Food-grade stainless steel construction
- Low noise and energy-efficient operation
- Easy maintenance access
These features help ensure stable operation in both medium and large-scale plants.
Conclusion
A cashew nut and kernel separator is an essential machine for modern cashew processing operations. By eliminating manual sorting, processors can achieve:
- Faster production
- Better kernel quality
- Reduced labour dependency
- Higher operational efficiency
In today’s competitive market, automation is the key to sustainable growth and export-ready production.
Summary Table
| Factor | Manual Sorting | Cashew Nut and Kernel Separator |
|---|---|---|
| Labour Requirement | High | Low |
| Sorting Speed | Slow | Fast |
| Product Consistency | Variable | Stable |
| Kernel Damage | Higher | Reduced |
| Production Efficiency | Limited | High |
| Hygiene Standards | Moderate | Improved |
For processors aiming to modernise operations, investing in an automatic cashew nut and kernel separator for continuous processing lines is one of the most effective ways to improve productivity and product quality.